480-05008A汽車曲軸零件圖
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
- 技術(shù)要求
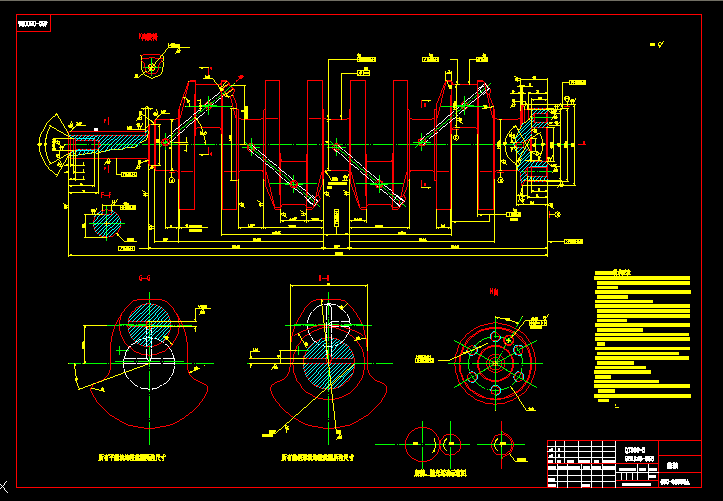
1.曲軸毛坯用銑型復(fù)砂鑄態(tài)曲軸,牌號為QT800-3,硬度要求HB240-300,在拉伸試棒端部檢查。機(jī)械性能要求每爐檢驗(yàn),試塊隨型澆注,機(jī)械性能合格方可交庫。如不合格,允許返工。
2.鑄出鑄態(tài)時(shí)的金相顯微組織按GB9441-88《球墨鑄鐵金相檢驗(yàn)》檢查球化等級1~3;石墨大小5~8類;珠光體含
量>80%,鐵素體含量≤20%,滲碳體+磷共晶<3。
3.曲軸毛坯應(yīng)作噴丸或噴砂處理。鑄件在曲軸重疊部位和各軸頸及其圓角處不得有縮孔,裂紋,結(jié)疤,夾雜物等影響疲勞強(qiáng)度的鑄造缺陷。曲軸不加工表面若有毛刺,結(jié)疤,粘砂,結(jié)砂等缺陷,必須加以清除。曲軸平衡塊允許有最大尺寸大于或等于2的氣孔或其他表面缺陷。
4.精加工后按NJ318-84《柴油機(jī)球墨鑄鐵曲軸,凸輪軸磁粉探傷技術(shù)條件》的規(guī)定進(jìn)行探傷檢驗(yàn),磁粉探傷后應(yīng)經(jīng)退磁處理。
5.退磁后作通氨滴醇?xì)怏w軟氮化強(qiáng)化處理,氮化要求按NJ24-86《曲軸技術(shù)條件》。
6.氮化處理后,應(yīng)仔細(xì)清除潤滑油道內(nèi)和各部位的金屬屑及雜物,以保證油道的清潔暢通。
7.精加工后需作動(dòng)平衡試驗(yàn):不平衡量小于或等于15g-cm, 可在平衡塊外圓面上鉆孔校正,其孔徑小于或等于10,孔深小于或等于20,孔距大于或等于25
8.曲軸鍵槽中心線和各個(gè)曲柄銷軸線對第一曲柄銷軸線的角度偏差±20′。Φ6油孔在任何方向的偏移小于或等于1。
9.未注鑄造圓角R3~5,拔模斜度1°~2°。
10.全部螺孔孔口倒角120°至螺紋外徑;表面粗糙
度Ra12.5。
11. Φ85h6( )外圓在精磨和拋光時(shí)不允許軸向走刀。
12.磨削、拋光各軸頸和Φ85h6外圓時(shí),砂輪或拋光工具的運(yùn)動(dòng)應(yīng)符合圖示規(guī)定。(從曲軸自由端看)
13.曲軸經(jīng)氣體軟氮化后,其圓跳動(dòng)按JB/NQ62.1-87《內(nèi)燃機(jī)曲軸產(chǎn)品質(zhì)量分等標(biāo)準(zhǔn)》的規(guī)定。
...
480-05008A汽車曲軸零件圖_下載(dwg格式) 機(jī)械圖紙
主站蜘蛛池模板:
国产成人无码精品久久久免费|
国产怡春院无码一区二区|
亚洲高清无码在线观看|
久久国产精品无码网站|
日韩精品久久无码中文字幕|
亚洲精品无码一区二区
|
亚洲AV无码一区二区二三区软件|
日韩精品无码一区二区视频|
亚洲av中文无码乱人伦在线播放|
中文一国产一无码一日韩|
人妻无码αv中文字幕久久|
精品无码成人久久久久久|
成人无码区免费A片视频WWW|
无码av最新无码av专区|
少妇人妻无码精品视频app|
无码精品视频一区二区三区|
国产亚洲AV无码AV男人的天堂|
亚洲AV无码乱码在线观看裸奔|
中文无码久久精品|
无码精品黑人一区二区三区|
国模无码视频一区|
无码h黄动漫在线播放网站|
亚洲精品无码久久|
日日日日做夜夜夜夜无码|
亚洲av永久无码精品秋霞电影秋|
中文精品无码中文字幕无码专区
|
成年午夜无码av片在线观看|
久久久久亚洲AV无码专区体验|
亚洲AV色无码乱码在线观看|
亚洲午夜福利AV一区二区无码|
少妇无码AV无码专区线|
亚洲AV永久无码天堂影院|
日韩精品无码熟人妻视频|
亚洲成AV人在线观看天堂无码|
久久久无码精品亚洲日韩蜜臀浪潮|
亚洲爆乳大丰满无码专区|
熟妇人妻中文字幕无码老熟妇|
亚洲国产a∨无码中文777|
亚洲中文字幕无码亚洲成A人片|
亚洲精品无码mⅴ在线观看
|
无码成人AAAAA毛片|
 豫公網(wǎng)安備 41072402000322號
豫公網(wǎng)安備 41072402000322號



 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:

