旋轉(zhuǎn)閃蒸干燥器全套圖紙
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
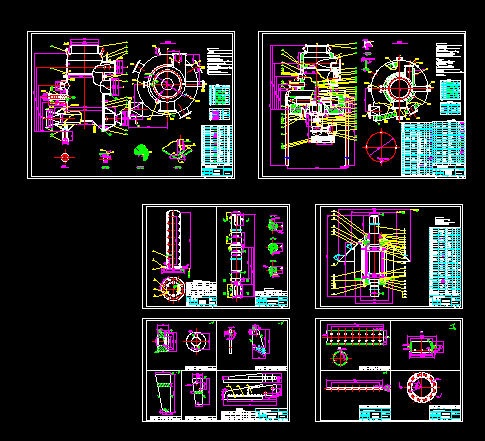
- 技 術(shù) 要 求
1.筒體按JB2880--81《鋼制焊接常壓容器技術(shù)規(guī)定和要求》制造,
實(shí)驗(yàn)和驗(yàn)收。
2. 電焊焊接,不銹鋼的焊接用A132焊條,不銹鋼與碳鋼焊接,用
A302焊條,碳鋼用J422焊條。
3.部件件號(hào)10與本圖件號(hào)5在筒體上焊后方可開孔,開孔時(shí)必須采
取有效措施,防止筒體變形。
4.內(nèi)孔焊后必須打磨光滑,不得有棱角。
5.各管口軸線與Φ1200筒體軸線垂直度誤差不大于1.5mm,各接管
口法蘭平面與管口軸線垂直度誤差不大于1mm.
6. 管口焊環(huán),厚度均為4mm,焊后端面磨光;如圖Ⅰ--Ⅰ焊環(huán)不另
出圖,加工尺寸見管口焊環(huán)表。
7.支座和筒體采用條形焊縫,焊縫長(zhǎng)度不小于圓度長(zhǎng)度2/3,保溫
環(huán)與筒體采用條形焊縫。
8.本體組裝后必須作煤油滲漏試驗(yàn)。
9.件號(hào)1-8必須和加料器相對(duì)法蘭,螺孔對(duì)正后焊接。
10.各焊接管不另出圖,凡截面矩形其直角處均制成R10圓角。
技術(shù)要求
1.采用電焊焊接,焊條牌號(hào):A 132;
2. 焊接結(jié)構(gòu)焊后要磨光;
3.若加工條件許可,兩傘形底可卷成一體焊接加工;
4.壓縮空氣、潤(rùn)滑油管連結(jié)見管圖;
...
旋轉(zhuǎn)閃蒸干燥器全套圖紙_下載(dwg格式) 機(jī)械圖紙
主站蜘蛛池模板:
免费无码又爽又刺激高潮的视频|
亚洲精品无码永久在线观看男男|
无码137片内射在线影院|
亚洲国产精品无码久久九九大片|
亚洲av无码精品网站|
亚洲最大av资源站无码av网址|
人妻少妇乱子伦无码视频专区|
亚洲大尺度无码无码专线一区|
一级片无码中文字幕乱伦|
亚洲AV无码成人精品区大在线
|
伊人久久精品无码麻豆一区|
男人的天堂无码动漫AV|
日韩人妻无码精品专区|
亚洲AV永久无码天堂影院|
日韩精品无码一区二区视频|
亚洲色无码专区一区|
秋霞鲁丝片Av无码少妇|
亚洲成AV人在线播放无码|
中文字幕精品无码久久久久久3D日动漫
|
国产精品久久无码一区二区三区网|
少妇性饥渴无码A区免费
|
天堂无码在线观看|
yy111111少妇影院无码|
无码人妻aⅴ一区二区三区|
无码人妻精品一二三区免费|
国产精品无码素人福利免费|
自慰系列无码专区|
亚洲av无码一区二区乱子伦as|
国产AV无码专区亚洲AWWW|
亚洲gv猛男gv无码男同短文|
久久无码人妻一区二区三区午夜
|
无码亚洲成a人在线观看|
在线A级毛片无码免费真人
|
2014AV天堂无码一区|
老子午夜精品无码|
一本色道久久HEZYO无码|
亚洲国产精品无码第一区二区三区|
亚洲一级特黄无码片|
亚洲成a∨人片在无码2023|
中文无码久久精品|
亚洲啪啪AV无码片|
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號(hào)
豫公網(wǎng)安備 41072402000322號(hào)


