<center id="wo8my"></center>
<cite id="wo8my"><delect id="wo8my"></delect></cite>
<rt id="wo8my"><tr id="wo8my"></tr></rt>
<code id="wo8my"><acronym id="wo8my"></acronym></code>
<button id="wo8my"></button>
首頁
機械圖紙
成套圖紙
技術(shù)文檔
我要上傳
搜索
高級搜索
資料總數(shù):27615 今日更新:0
熱門關(guān)鍵詞:
位置:
首頁
>
機械圖紙
高壓油缸裝配圖
文件大小
: 67.32 KB
下載次數(shù)
:
文件評級
:
更新時間
:2014-08-24
發(fā) 布 人
: 2841899187
文件下載:
上傳的文件被下載可獲得積分!
積分可下載資料或者提取人民幣!
Ctrl + d 可將本頁面加入收藏夾
文件介紹:
該文件為 dwg 格式(源文件可編輯),下載需要
20
積分
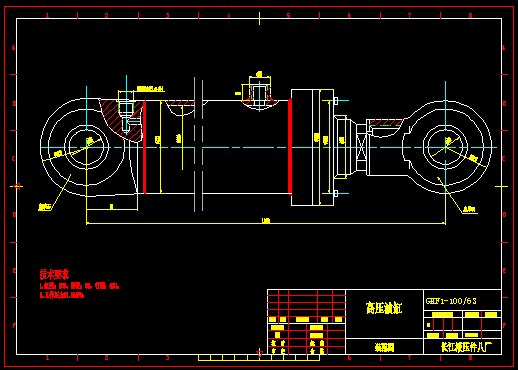
高壓油缸裝配圖
技術(shù)要求
1.缸徑:100。桿徑:63。行程:420。
2.工作壓力31.5MPa
液壓缸是將液壓能轉(zhuǎn)變?yōu)闄C械能的、做直線往復運動(或擺動運動)的液壓執(zhí)行元件。它結(jié)構(gòu)簡單、工作可靠。用它來實現(xiàn)往復運動時,可免去減速裝置,并且沒有傳動間隙,運動平穩(wěn),因此在各種機械的液壓系統(tǒng)中得到廣泛應用。液壓缸輸出力和活塞有效面積及其兩邊的壓差成正比;液壓缸基本上由缸筒和缸蓋、活塞和活塞桿、密封裝置、緩沖裝置與排氣裝置組成。緩沖裝置與排氣裝置視具體應用場合而定,其他裝置則必不可少。[1]
類型
編輯
根據(jù)常用液壓缸的結(jié)構(gòu)形式,可將其分為三種類型:環(huán)衛(wèi)垃圾車的液壓缸的結(jié)構(gòu)形式多種多樣,其分類方法也有多種:按運動方式可分為直線往復運動式和回轉(zhuǎn)擺動式;按受液壓力作用情況可分為單作用式、雙作用式;按結(jié)構(gòu)形式可分為活塞式、柱塞式、多級伸縮套筒式;、齒輪齒條式等;按安裝形式可分為拉桿、耳環(huán)、底腳、鉸軸等;按壓力等級可分為16Mpa、25Mpa、31.5Mpa等。[2]
液壓缸(工程機械類)
液壓缸(工程機械類)
活塞式
hsg型工程機械液壓缸
單活塞桿液壓缸只有一端有活塞桿。如圖所示是一種單活塞液壓缸。其兩端進出口油口A和B都可通壓力油或回油,以實現(xiàn)雙向運動,故稱為雙作用缸。
活塞僅能單向運動,其反方向運動需由外力來完成。但其行程一般較活塞式液壓缸大。
活塞式液壓缸的工作原理
活塞式液壓缸可分為單桿式和雙桿式兩種結(jié)構(gòu),其固定方式由缸體固定和活塞桿固定兩種,按液壓力的作用情況有單作用式和雙作用式。在單作用式液壓缸中,壓力油只供液壓缸的一腔,靠液壓力使缸實現(xiàn)單方向運動,反方向運動則靠外力(如彈簧力、自重或外部載荷等)來實現(xiàn);而雙作用液壓缸活塞兩個方向的運動則通過兩腔交替進油,靠液壓力的作用來完成。
如圖所示為單桿雙作用活塞式液壓缸示意圖。它只在活塞的一側(cè)設有活塞桿,因而兩腔的有效作用面積不同。在供油量相同時,不同腔進油,活塞的運動速度不同;在需克服的負載力相同時,不同腔進油,所需要的供油壓力不同,或者說在系統(tǒng)壓力調(diào)定后,環(huán)衛(wèi)垃圾車液壓缸兩個方向運動所能克服的負載力不同。
柱塞式
(1)柱塞式液壓缸是一種單作用式液壓缸,靠液壓力只能實現(xiàn)一個方向的運動,柱 塞回程要靠其它外力或柱塞的自重;
(2)柱塞只靠缸套支承而不與缸套 接觸,這樣缸套極易加工,故適于做 長行程液壓缸;
(3)工作時柱塞總受壓,因而它必須 有足夠的剛度;
(4)柱塞重量往往較大,水平放置時 容易因自重而下垂,造成密封件和導向 單邊磨損,故其垂直使用更有利。
伸縮式
伸縮式液壓缸具有二級或多級活塞,伸縮式液壓缸中活塞伸出的順序式從大到小,而空載縮回的順序則一般是從小到大。伸縮缸可實現(xiàn)較長的行程,而縮回時長度較短,結(jié)構(gòu)較為緊湊。此種液壓缸常用于工程機械和農(nóng)業(yè)機械上。有多個一次運動的活塞,各活塞逐次運動時,其輸出速度和輸出力均是變化的。
雙作用單活塞桿式液壓缸
雙作用單活塞桿式液壓缸
擺動式
擺動式液壓缸是輸出扭矩并實現(xiàn)往復運動的執(zhí)行元件,也稱擺動式液壓馬達。有單葉片和雙葉片兩種形式。定子塊固定在缸體上,而葉片和轉(zhuǎn)子連接在一起。根據(jù)進油方向, 葉片將帶動轉(zhuǎn)子作往復擺動。
2緩沖裝置
在液壓系統(tǒng)中使用液壓缸驅(qū)動具有一定質(zhì)量的機構(gòu),當液壓缸運動至行程終點時具有較大動能,如未作減速處理,液壓缸活塞與缸蓋將發(fā)生機械碰撞,產(chǎn)生沖擊、噪聲,有破壞性。為緩和及防止這種危害發(fā)生,因此可在液壓回路中設置減速裝置或在缸體內(nèi)設緩沖裝置[3] 。
3加工
缸筒作為液壓缸、礦用單體支柱、液壓支架、炮管等產(chǎn)品的主要部件,其加工質(zhì)量的好壞直接影響整個產(chǎn)品的壽命和可靠性。缸筒加工要求高,其內(nèi)表面粗糙度要求為Ra0.4~0.8µm,對同軸度、耐磨性要求嚴格。缸筒的基本特征是深孔加工,其加工一直困擾加工人員。更多技術(shù)可咨詢:寧波高新區(qū)鏡博士科技有限公司周剛
采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴大,因而提高缸筒疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了缸筒內(nèi)壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質(zhì)。
油缸是工程機械最主要部件,傳統(tǒng)的加工方法是:拉削缸體——精鏜缸體——磨削缸體。采用滾壓方法是:拉削缸體——精鏜缸體——滾壓缸體,工序是3部分,但時間上對比:磨削缸體1米大概在1-2天的時間,滾壓缸體1米大概在10-30分鐘的時間。投入對比:磨床或絎磨機(幾萬——幾百萬),滾壓刀(1仟——幾萬)。滾壓后,孔表面粗糙度由幢滾前Ra3.2~6.3um減小為Ra0.4~0.8&um,孔的表面硬度提高約30%,缸筒內(nèi)表面疲勞強度提高25%。油缸使用壽命若只考慮缸筒影響,提高2~3倍,鏜削滾壓工藝較磨削工藝效率提高3倍左右。以上數(shù)據(jù)說明,滾壓工藝是高效的,能大大提高缸筒的表面質(zhì)量。
油缸經(jīng)過滾壓后,表面沒有鋒利的微小刃口,長時間的運動摩擦也不會損傷密封圈或密封件,這點在液壓行業(yè)特別重要。
4優(yōu)點
金屬工件在表面滾壓加工后,表層得到強化極限強度和屈服點增大,工件的使用性能、抗疲勞強度、耐磨性和耐腐蝕性都有明顯的提高。經(jīng)過滾壓后,硬度可提高15~30%,而耐磨性提高15%。
滾壓加工可以使表面粗糙度從Ra6.3提高到Ra2.4~Ra0.2。并且有較高的生產(chǎn)效率,有些工件可在數(shù)分或數(shù)秒鐘內(nèi)完成。
滾壓加工能解決某些工藝方法不易實現(xiàn)的關(guān)鍵問題。例如對特大形缸體的加工。同時它也適用于特小孔的精整加工或某些特殊材料的精整加工。
滾壓加工使用范圍廣,在各大、中及小型工廠均能使用。不論是從加工質(zhì)量、生產(chǎn)效率,生產(chǎn)成本等方面來看,滾壓加工都是一項比較優(yōu)越的加工方法。在某些方面,它完全可代替精磨、研磨、珩磨等光整加工。
按外力傳遞到滾壓工具的加工方法可分為機械式、滾壓式和彈簧式三類。
按加工性質(zhì),可分為光精加工、強化加工兩類 ...
文檔留言
共有
條評論
驗證碼:
看不清楚,換一個
更多..
下載排行
1
WY22履帶式挖掘機全套圖紙
2
30B萬能粉碎機(帶除塵)結(jié)構(gòu)圖cad圖
3
3級液壓缸裝配圖全套圖紙
4
活性炭吸附箱
5
松鼠單管獵全套圖紙.dwg
6
600t、d石灰窯工藝圖A.zip
7
12#松鼠單管CAD圖-1.dwg
8
35-50奔野拖拉機正式產(chǎn)品圖
9
機械叉車CAD圖紙dwg圖紙
10
4-72風機系列圖紙和參數(shù)
更多..
最新文檔
1
液壓系統(tǒng)估算表
2
走行卷揚機CAD圖紙
3
叉車
4
762軌道枕木X-2816f7188362
5
袋式除塵器
6
600方灰?guī)?00方查庫
7
2墊圈 A4
8
1液缸銷軸 A4
9
冷卻塔布置圖CAD圖紙
10
冷卻器CAD圖紙
熱門文檔
1
12#松鼠單管CAD圖-1.dwg
2
活性炭吸附箱
3
松鼠單管獵全套圖紙.dwg
4
松鼠單管全套圖紙
5
混合機全套圖紙
6
WY22履帶式挖掘機全套圖紙
7
霧炮施工圖
8
網(wǎng)帶輸送機整套圖紙自己整理
9
片劑生產(chǎn)車間平面圖CAD圖紙cad圖紙
10
真空包裝機械全套圖紙
高壓油缸裝配圖_下載(dwg格式) 機械圖紙
關(guān)于我們
|
網(wǎng)站導航
|
常見問題&幫助
|
免責聲明
|
投訴&建議
|
聯(lián)系我們
|
SiteMap
|
CopyRight 2014-2023 九愛圖紙 |
豫ICP備2022026883號-1
豫公網(wǎng)安備 41072402000322號
主站蜘蛛池模板:
18禁网站免费无遮挡无码中文
|
熟妇无码乱子成人精品
|
久久精品无码午夜福利理论片
|
国产精品白浆无码流出
|
丰满少妇被猛烈进入无码
|
免费无码又爽又高潮视频
|
亚洲av无码av在线播放
|
亚洲精品无码成人片久久不卡
|
亚洲av无码电影网
|
亚洲av中文无码
|
无码熟妇人妻AV在线影院
|
h无码动漫在线观看
|
精品国产a∨无码一区二区三区
|
免费A级毛片无码视频
|
中文无码伦av中文字幕
|
性生交片免费无码看人
|
人妻无码久久一区二区三区免费
|
中文字幕精品无码久久久久久3D日动漫
|
内射无码专区久久亚洲
|
无码少妇一区二区性色AV
|
无码精品不卡一区二区三区
|
日韩午夜福利无码专区a
|
日韩精品无码免费视频
|
无码人妻精品一区二区三区9厂
|
国产精品无码A∨精品影院
|
日韩精品少妇无码受不了
|
r级无码视频在线观看
|
亚洲国产综合无码一区
|
久久精品九九热无码免贵
|
亚洲A∨无码无在线观看
|
国产AV一区二区三区无码野战
|
日韩人妻无码一区二区三区
|
中文无码精品A∨在线观看不卡
|
精品无码久久久久久尤物
|
亚洲AV综合色区无码一二三区
|
无码人妻精品一二三区免费
|
台湾无码AV一区二区三区
|
国产在线拍偷自揄拍无码
|
亚洲日韩精品A∨片无码加勒比
|
日韩人妻系列无码专区
|
亚洲av永久无码精品国产精品
|
<button id="8yk88"></button>
<rt id="8yk88"><delect id="8yk88"></delect></rt>
<strike id="8yk88"></strike>
 豫公網(wǎng)安備 41072402000322號
豫公網(wǎng)安備 41072402000322號



 熱門關(guān)鍵詞:
熱門關(guān)鍵詞: