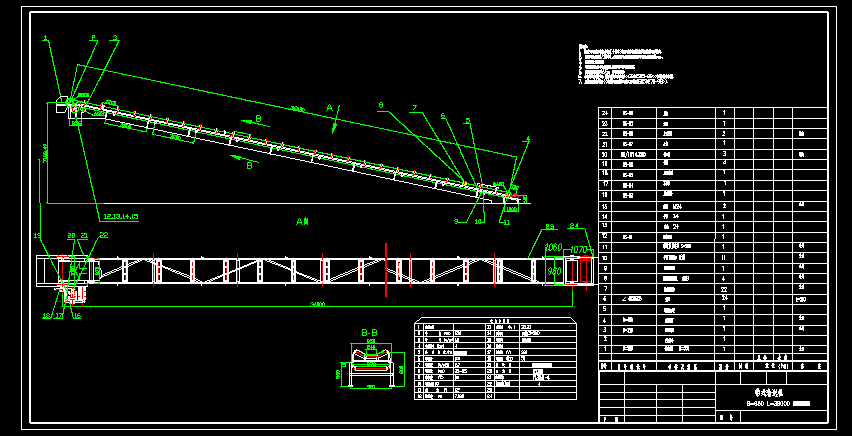
帶式輸送機 B=650 L=36000
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
- 技術要求
1、本帶式輸送機為單向運行,采用電動滾筒。根據電動滾筒的軸承座安裝尺寸確定頭架上開孔尺寸。
2、各種滾筒組,托輥組的橫向對稱中心線與膠帶機縱向中心線的重合度≤3。
3、膠帶機機架中心線的直線度為≤10mm,并保證在任意25m長度的直線度為≤5mm。
4、滾筒軸線對膠帶機機架中心線的垂直度為滾筒軸線長度的2/1000,滾筒托輥中心線對膠帶機機架中心線的對稱度為3mm。
5、滾筒軸線與水平面的平行度為軸線長度的1/1000。
6、托輥組安裝時,托輥上表面應位于同一平面上,其相鄰3組托輥的上表面高差不超過2mm。
7、輸送帶連接后應平直,在10m長度上的直線度公差值不大于20,接頭強度不小于輸送帶原強度的90%。
8、拉緊裝置的拉緊力現場調試時,根據實際情況而定(以傳動滾筒不打滑和兩組托輥之間的膠帶懸垂度不要過大為宜)。
9、跑偏檢測裝置安裝在距頭尾滾筒組3米處;清掃器細心調整,清掃刮片應與滾筒軸線平行且與膠帶均勻接觸。
10、導料槽頂板上開孔位置及大小在現場切割。
11、空段清掃器待膠帶安裝好后,調好位置裝于相關位置上,干涉處現場去掉。
12、明細表內膠帶長度不包括硫化接頭長度。
13、件50(共六件)現場焊接,與稱量漏斗接口處墊3~5mm橡膠墊片(1613),橡膠由設備廠家配置。
14、干油潤滑油嘴由設備廠家配置。
15、其他未說明的技術要求嚴格按照GB10595-89〈帶式輸送技術條件〉有關規定執行。
16、設備的外表面要涂漆,涂漆以〈重型機械標準〉涂裝通用技術要求(JB/T5000.12-1998)作為制造
和檢驗的標準,其中除銹采用噴射除銹,除銹等級Sa2.5(GB8923-86e4)
底漆采用C53-31紅丹醇酸防銹漆,共一道,厚0.025mm
中間漆采用C53-34云鐵醇酸防銹漆,共二道,厚0.055mm
面漆采用C04-42各色醇酸底漆,共二道,厚0.04mm
設備面漆色標507灰綠
17、膠帶機可分段制作、現場焊接拼裝;拼裝后平直度要達到上述膠帶機的平直度要求。
18、設備現場安裝時與預埋鋼板之間點焊,安裝最終定位后連續焊,焊縫高度≥10mm。
...
帶式輸送機 B=650 L=36000_下載(dwg格式) 機械圖紙
主站蜘蛛池模板:
最新高清无码专区|
久久国产精品无码HDAV|
亚洲精品av无码喷奶水糖心|
亚洲AV区无码字幕中文色|
亚洲youwu永久无码精品
|
日韩精品少妇无码受不了|
亚洲性无码AV中文字幕|
天堂Av无码Av一区二区三区|
国产成人A亚洲精V品无码|
人妻aⅴ中文字幕无码|
中文字幕无码不卡在线|
亚洲AV无码资源在线观看|
亚洲Av无码专区国产乱码DVD
|
亚洲av成人无码久久精品|
无码无需播放器在线观看|
久久久久亚洲AV片无码|
中文字幕av无码不卡|
色综合久久久无码中文字幕|
精品无码一区二区三区爱欲|
八戒理论片午影院无码爱恋|
无码乱码观看精品久久|
亚洲日韩av无码中文|
亚洲av无码专区在线|
无码AV中文一区二区三区|
亚洲中文字幕无码一久久区|
国产精品无码一区二区三区免费|
69堂人成无码免费视频果冻传媒
|
亚洲午夜国产精品无码|
国产裸模视频免费区无码|
亚洲av无码一区二区三区在线播放|
久久精品岛国av一区二区无码
|
亚洲中文字幕无码不卡电影|
亚洲AV中文无码乱人伦|
国产成年无码v片在线|
永久免费av无码网站大全|
无码不卡中文字幕av|
日韩中文无码有码免费视频
|
亚洲av无码国产精品色午夜字幕|
中出人妻中文字幕无码|
亚洲乱码无码永久不卡在线|
国产激情无码视频在线播放性色|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

