二級圓柱齒輪減速器套圖 功率2.945KW 傳動比30.24
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
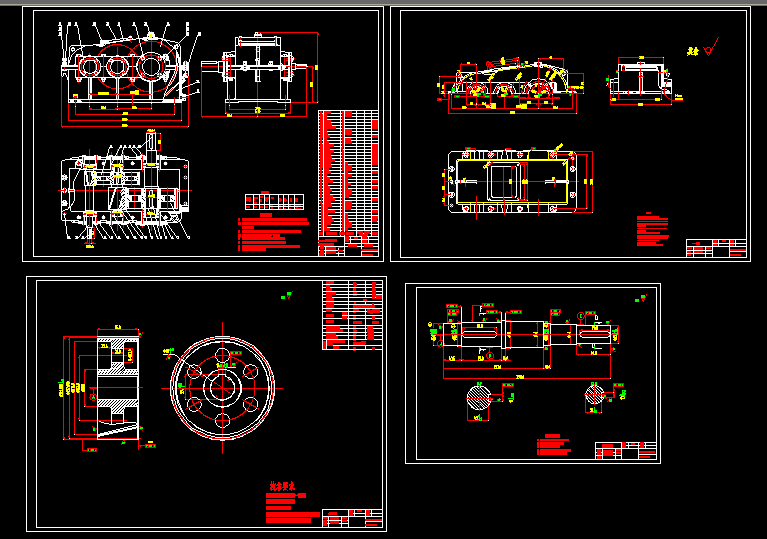
- 技術要求
1.裝配前,所有的零件用煤油清洗,箱體內壁涂上兩層不被機油浸蝕的涂料;
2.齒輪嚙合側隙用鉛絲檢驗,高速級側隙應不小于0.211mm,低速級側隙也不應小于0.211mm;
3.用涂色法檢驗齒面接觸斑點:按齒高不小于40%,按齒長不小于50%;
4.滾動軸承的軸向調整間隙為0.04~0.07mm;
5.剖分面涂密封膠或水玻璃,不允許使用任何填料;
6.減速器內盛L-AN150全損耗系統用油至規定高度;
7.箱蓋上吊耳只用來吊箱蓋,吊整臺減速器時,用箱體上的吊環。
8.減速器外表面涂灰色油漆;
9.箱座鑄成后,應清理并進行時效處理。
10.箱蓋與箱座合箱后,邊緣應平齊,相互錯位不大于2mm.
11.應檢查與箱座結合面的密封性,用0.05mm塞尺塞入深度
不得大于結合面跨度的1/3,涂色法檢查接觸面積達每平方
厘米一個斑點。
12.與箱座連接后,打上定位銷進行鏜孔。鏜孔時結合面處
禁放任何襯墊。
13..軸承孔中心線與剖分面的位置度為0.5mm.
14..兩軸承孔中心線在水平面內的軸線平行度公差為0.025mm;
兩軸承孔中心線在垂直面內的軸線平行度公差為0.012mm.
15..機械加工未注偏差尺寸處精度為IT12.
16..未注明的鑄造圓角半徑R=3-5mm。
17.加工后應清除污垢,內表面涂漆,不得漏油。
...
 熱門關鍵詞:
熱門關鍵詞:


 豫公網安備 41072402000322號
豫公網安備 41072402000322號


