<bdo id="e22qa"><source id="e22qa"></source></bdo>
<li id="e22qa"><source id="e22qa"></source></li>
<rt id="e22qa"><delect id="e22qa"></delect></rt>
<button id="e22qa"><input id="e22qa"></input></button>
<bdo id="e22qa"><source id="e22qa"></source></bdo>
<li id="e22qa"></li>
╩ūĒō
ÖCąĄłD╝ł
│╔╠ūłD╝ł
╝╝ąg╬─Ön
╬ęę¬╔Žé„
╦č╦„
Ė▀╝ē╦č╦„
┘Y┴Ž┐éöĄŻ║27556 Į±╚šĖ³ą┬Ż║0
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
ÖCąĄłD╝ł
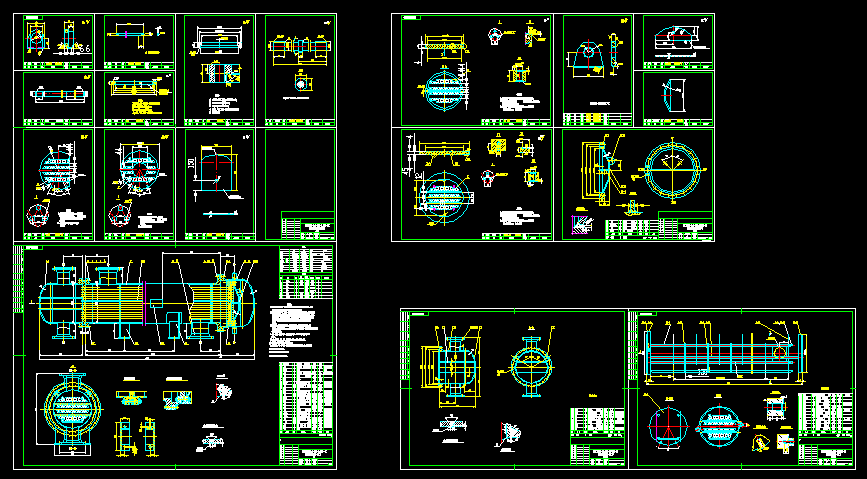
200╠¢ė═└õģsŲ„╚½╠ūłD╝ł
╬─╝■┤¾ąĪ
Ż║ 515.88 KB
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2014-08-29
░l ▓╝ ╚╦
Ż║ 1816359964
╬─╝■Ž┬▌dŻ║
╔Žé„Ą─╬─╝■▒╗Ž┬▌d┐╔½@Ą├ĘeĘųŻĪ
ĘeĘų┐╔Ž┬▌d┘Y┴Ž╗“š▀╠ß╚Ī╚╦├±Ä┼ŻĪ
Ctrl + d ┐╔īó▒ŠĒō├µ╝ė╚ļ╩š▓žŖA
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20
ĘeĘų
╝╝ągę¬Ū¾
1.▒ŠįOéõ░┤ššGB151-1999ĪČ╣▄Üż╩ĮōQ¤ßŲ„ĪĘįOėŗĪóųŲįņĪóįć“×║═“×╩šŻ¼▓óĮė╩▄ć°╝ę┘|┴┐╝╝ąg▒OČĮŠųŅC░lĄ─ĪČē║┴”╚▌Ų„░▓╚½╝╝ąg▒O▓ņęÄ│╠ĪĘĄ─▒O▓ņĪŻ
2.įOéõ░┤ššJB/T4709-2000ĪČõōųŲē║┴”╚▌Ų„║ĖĮėęÄ│╠ĪĘ║ĖĮėŻ¼╩ų╣żļŖ╗Ī║ĖĢrĄ═║ŽĮõōų«ķg║ĖŚl▀xė├ E5015,╠╝õō┼cĄ═║ŽĮõōų«ķg║ĖŚl▀xė├E4315Ż¼║ĖĮėĮėŅ^│²łDųąūó├„═ŌŻ¼ŲõėÓŠ∙×ķ▀B└m║ĖĮėĮėŅ^Ż¼░┤GB985~986"║Ė┐pŲ┬┐┌Ą─╗∙▒Šą╬╩Į┼c│▀┤ń"ųąĄ─ęÄČ©Ż¼ĮŪ║ĖĮėĮėŅ^Ą─║ĖĮŪ│▀┤ń×ķ╩®║ĖĮė╝■ųą▒Ī╝■Ą─║±Č╚Ż¼Ę©╠m░┤ŽÓæ¬Ą─ś╦£╩║ĖĮėĪŻ
3.╚▌Ų„╔ŽĄ─AŅÉ║═BŅÉ║ĖĮėĮėŅ^▓╔ė├x╔õŠĆ╠Įé¹Ż¼╠Įé¹ķLČ╚▓╗ąĪė┌├┐Śl║ĖĮėĮėŅ^ķLČ╚Ą─20%Ż¼Ūę▓╗ąĪė┌250mmŻ¼ę¬Ū¾Ę¹║ŽJB/T4730-2005ĪČ│ąē║įOéõ¤oōpÖz£yĪĘIII╝ē║ŽĖ±ĪŻ
4.╣▄ŽõĪó═ŌŅ^╔wĪóĖĪŅ^╔w╩®║Ė║¾Ż¼æ¬ū„Ž¹│²æ¬┴”¤ß╠Ä└ĒŻ¼įOéõĘ©╠m├▄ĘŌ├µæ¬į┌¤ß╠Ä└Ē║¾Š½╝ė╣żĪŻ
5.įOéõĮM║Ė═Ļ«ģ║¾Ż¼╣▄│╠ĪóÜż│╠Īó╣▄ĮėŅ^ęį2.0Pa(▒Ē)▀Mąą╦«ē║įć“×ĪŻ
6.╣▄░Õ├▄ĘŌ├µ┼cÜż¾w▌SŠĆ┤╣ų▒Ż¼Ųõį╩▓Ņ×ķ1mmĪŻ
7.įOéõ░┤JB/T4711-2003ĪČē║┴”╚▌Ų„═┐Ę¾▀\▌ö░³čbĪĘ▀Mąąė═Ųß░³čb▀\▌öĪŻ
8.įOéõĘ└Ė»▒Ż£žė╔▀xė├š▀┤_Č©ĪŻ
9.łDųąÖEłAĘŌŅ^║±Č╚ęčĮø┐╝æ]ø_ē║£p▒Ī┴┐ĪŻ
ūóŻ║įōįOéõ▓╗Ą├ė├ė┌ر┴“╗»ÜõĖ»╬gŁhŠ│ĪŻ
...
╬─Ön┴¶čį
╣▓ėą
Ślįušō
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
Ž┬▌d┼┼ąą
1
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
2
30B╚f─▄Ę█╦ķÖC(Ħ│²ēm)ĮYśŗłDcadłD
3
3╝ēę║ē║Ėūčb┼õłD╚½╠ūłD╝ł
4
╗Ņąį╠┐╬³ĖĮŽõ
5
╦╔╩¾å╬╣▄½C╚½╠ūłD╝ł.dwg
6
600tĪód╩»╗ęĖG╣ż╦ćłDA.zip
7
12#╦╔╩¾å╬╣▄CADłD-1.dwg
8
35-50▒╝ę░═Ž└ŁÖCš²╩Į«aŲĘłD
9
4-72’LÖCŽĄ┴ąłD╝ł║═ģóöĄ
10
QTZ63╦■Ą§╗∙ĄAįOėŗ╩®╣żłDcadįOėŗłD
Ė³ČÓ..
ūŅą┬╬─Ön
1
Ė▀╝ė╚²═©ķyCADłD╝ł
2
╣Ū╝▄ūó╦▄─ŻCADłD╝ł
3
╣Ū╝▄ČÓīėūó╦▄─ŻCADłD╝ł
4
╣Ū╝▄ą═┬▌╝y╣▄ūó╦▄─ŻCADłD╝ł
5
╣Ū╝▄ą═┬▌╝y╣▄ūó╦▄─Ż(2)CADłD╝ł
6
╣Ū╝▄é„▀f─ŻCADłD╝ł
7
’Lč┼9┤·Ū░▓µCADłD╝ł
8
’L┴┐š{╣ØķyCADłD╝ł
9
’LŽõĄ·ķyCADłD╝ł
10
’LÖC▌S│ąŽõłDCADłD╝ł
¤ßķT╬─Ön
1
╗Ņąį╠┐╬³ĖĮŽõ
2
12#╦╔╩¾å╬╣▄CADłD-1.dwg
3
╦╔╩¾å╬╣▄½C╚½╠ūłD╝ł.dwg
4
╦╔╩¾å╬╣▄╚½╠ūłD╝ł
5
╗ņ║ŽÖC╚½╠ūłD╝ł
6
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
7
ņF┼┌╩®╣żłD
8
ŠWĦ▌ö╦═ÖCš¹╠ūłD╝łūį╝║š¹└Ē
9
Ų¼ä®╔·«a▄ćķgŲĮ├µłDCADłD╝łcadłD╝ł
10
šµ┐š░³čbÖCąĄ╚½╠ūłD╝ł
200╠¢ė═└õģsŲ„╚½╠ūłD╝ł_Ž┬▌d(dwgĖ±╩Į) ÖCąĄłD╝ł
ĻPė┌╬ęéā
|
ŠWšŠī¦║Į
|
│ŻęŖå¢Ņ}&Ä═ų·
|
├Ōž¤┬Ģ├„
|
═ČįV&Į©ūh
|
┬ōŽĄ╬ęéā
|
SiteMap
|
CopyRight 2014-2023 Š┼É█łD╝ł |
įźICPéõ2022026883╠¢-1
įź╣½ŠW░▓éõ 41072402000322╠¢
ų„šŠų®ųļ│ž─Ż░ÕŻ║
├ŌĘčA╝Č├½Ų¼╬▐┬ļŠ├Š├░µ
|
╣·▓·Š½ŲĘčŪ║½Š½ŲĘ╬▐┬ļaį┌Ž▀
|
čŪų▐│╔aĪ┼╚╦Ų¼į┌╬▐┬ļ2023
|
╣·▓·Š½ŲĘ╬▐┬ļAV▓╗┐©
|
čŪų▐╣·▓·╬▐╠ū╬▐┬ļavĄńė░
|
╔½Ūķ╬▐┬ļWWW╩ėŲĄ╬▐┬ļŪ°ąĪ╗Ųč╝
|
18Į¹│╔─Ļ╬▐┬ļ├ŌĘč═°šŠ╬▐š┌Ą▓
|
╣·▓·AV╬▐┬ļū©Ū°čŪų▐AV╩ų╗·┬ķČ╣
|
čŪų▐╬ńę╣│╔╚╦Š½ŲĘ╬▐┬ļ╔½ė¹
|
╬▐┬ļ╣·▓·Š½ŲĘę╗Ū°Č■Ū°├ŌĘč3p
|
├ŌĘč╬▐┬ļ╗Ų═°šŠį┌Ž▀╣█┐┤
|
─ą╚╦Ą─╠ņ╠├╬▐┬ļČ»┬■AV
|
╬▐┬ļ╚╦Ų▐Š½ŲĘę╗Ū°Č■Ū°╚²Ū°į┌Ž▀
|
╣·▓·Š½ŲĘ╬▐┬ļ▓╗┐©ę╗Ū°Č■Ū°╚²Ū°
|
╬▐┬ļ├½Ų¼AAAį┌Ž▀
|
╚š║½Š½ŲĘ╬▐┬ļę╗▒ŠČ■▒Š╚²▒Š
|
╬▐┬ļ╚╬─ŃįĻŠ├Š├Š├Š├Š├└ŽĖŠ
|
│╔╚╦hČ»┬■Š½ŲĘę╗Ū°Č■Ū°╬▐┬ļ
|
čŪų▐av╚š║½av╬▐┬ļ
|
╬▐┬ļAVųą╬─ę╗Ū°Č■Ū°╚²Ū°
|
čŪų▐╚╦│╔ė░į║į┌Ž▀╬▐┬ļ╣█┐┤
|
Š├Š├čŪų▐av╬▐┬ļŠ½ŲĘ└╦│▒
|
čŪų▐aóź╬▐┬ļū©Ū°į┌Ž▀╣█┐┤┤║╔½
|
čŪų▐AV╬▐┬ļŠ½ŲĘ╔½╬ńę╣╣¹Č│▓╗┐©
|
├ŌĘč╬▐┬ļ╗Ų═°šŠį┌Ž▀╣█┐┤
|
AV╬▐┬ļŠ½ŲĘę╗Ū°Č■Ū°╚²Ū°
|
čŪų▐AV╚╦╬▐┬ļū█║Žį┌Ž▀╣█┐┤
|
ūŅą┬╣·▓·AV╬▐┬ļū©Ū°čŪų▐
|
╠©═Õ╬▐┬ļAVę╗Ū°Č■Ū°╚²Ū°
|
čŪų▐┤¾│▀Č╚╬▐┬ļ╬▐┬ļū©Ū°
|
čŪų▐AV╬▐┬ļū©Ū°į┌Ž▀▓źĘ┼ųą╬─
|
─█▓▌ė░į║╬▐┬ļav
|
╬▐┬ļ╚╦Ų▐Š½ŲĘę╗Ū°Č■Ū°├█╠ę░┘Č╚
|
╩ų╗·į┌Ž▀╣█┐┤?v╬▐┬ļŲ¼
|
├ŌĘč╬▐┬ļ╚ŌŲ¼į┌Ž▀╣█┐┤
|
╣·▓·av╝żŪķ╬▐┬ļŠ├Š├
|
└Ū╚╦╬▐┬ļŠ½╗¬AV╬ńę╣Š½ŲĘ
|
╣·▓·į┌Ž▀╬▐┬ļųŲĘ■╦┐═Ó╬▐┬ļ
|
čŪų▐╣·▓·Š½ŲĘ╬▐┬ļųą╬─lv
|
╬▐┬ļĖ▀│▒╦¼ĄĮ▒¼Ą─┼ń╦«╩ėŲĄapp
|
čŪų▐Š½ŲĘŠ├Š├╬▐┬ļavŲ¼░│╚źę▓
|
<li id="q644s"></li>
<sup id="q644s"><tbody id="q644s"></tbody></sup>
<cite id="q644s"></cite>
<button id="q644s"><dl id="q644s"></dl></button>
<bdo id="q644s"><source id="q644s"></source></bdo>
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


