大尺寸多工步自動推料進給裝置及控制數據管理系統設計.rar
- 文件介紹:
- 該文件為 rar 格式(源文件可編輯)���,下載需要
20 積分
-
- 摘 要
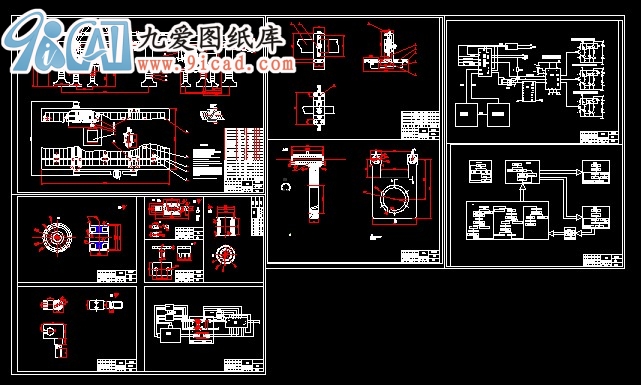
推料進給系統主要是由硬件和軟件兩大部分組成。系統控制軟件配合硬件合理的組織���、管理數據系統的輸入、數據處理和輸出信息與控制執行部件�,使數推料進給裝置按照操作者的要求�,實現進給����。操作者使用上位控制界面E-VIEW觸摸屏對系統進行進給控制。軟件使用西門子S7-200 PLC進行編程�,對電機控制采用多段脈沖輸出����,數據管理使用間接尋址�。機械結構方面采用雙絲桿同時推動,兩根絲桿采用同步帶傳動���,保證了工件進給的平穩性。
關鍵詞:自動進給����;可編程邏輯控制器����;E-VIEW觸摸屏�;間接尋址;絲桿�;
目 錄
第一章 緒論
1.1 PLC在組合機床控制中的應用………………………………………………1
1.2課題的主要任務 ………………………………………………………………5
第二章 設備的測試與轉接板的制作
2.1 設備的測試 …………………………………………………………………6
2.2制作轉接板及電路分析 ……………………………………………………7
第三章 程序的設計
3.1 S7-200的工作原理……………………………………………………………13
3.2 高速脈沖輸出(PTO)…………………………………………………………14
3.3 PLC發脈沖程序設計 …………………………………………………………16
3.4 數據在存儲器中的數據類型與間接尋址 ……………………………………17
3.5 數據管理程序 …………………………………………………………………18
3.6 分步運動程序分析 ……………………………………………………………19
第四章 大尺寸多工步自動推料進給裝置系統的上位系統設計(E-VIEW)
4.1 E-VIEW及其設計軟件MT500的介紹和使用方法 …………………………20
4.2 上外界面的編寫調試 ………………………………………………………… 20
第五章 大尺寸多工步自動推料進給裝置的結構設計
5.1 絲杠的選型計算及其校核 ……………………………………………………24
5.2 軸承的選型計算及其校核 ……………………………………………………27
5.3 減速器的選型 …………………………………………………………………28
5.4 電機的選型計算及其校核 ……………………………………………………29
5.5 聯軸器的選型計算及其校核……………………………………………………32
5.6 同步帶的選型計算及其校核……………………………………………………33
第六章 總結和心得體會 …………………………………………………………36
結束語 ………………………………………………………………………………37
參考文獻 ……………………………………………………………………………38
...
 熱門關鍵詞:
熱門關鍵詞:


 豫公網安備 41072402000322號
豫公網安備 41072402000322號


