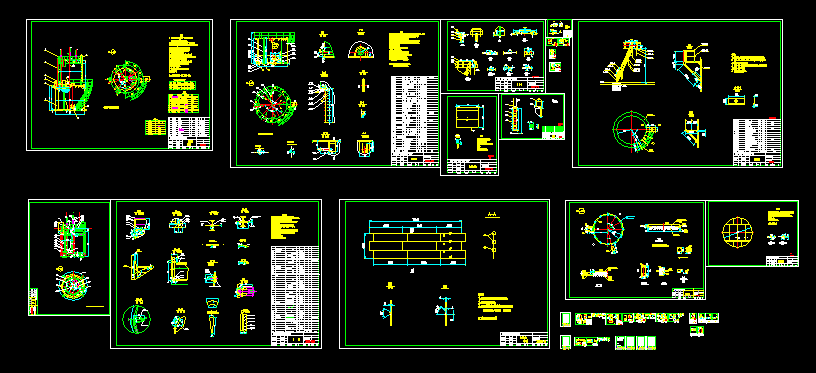
氣柜套圖cad圖紙 有效面積100m3
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
- 技術(shù)要求
1 本氣柜按(煉化建402-74)"金屬焊接結(jié)構(gòu)濕式氣柜施工
及驗(yàn)收按技術(shù)規(guī)范(試行)"進(jìn)行施工安裝和驗(yàn)收。
2 當(dāng)建柜地區(qū)冬季室外計(jì)算溫度(第二級(jí))等于或高于-10°C圖中未
注明材料者采用A3F,室外計(jì)算溫度低于-10°C時(shí),圖中未注明材料者采用A3
3 導(dǎo)輪的安裝位置應(yīng)根椐各塔驗(yàn)收測(cè)量的數(shù)據(jù)確定,在升降
試驗(yàn)觀察導(dǎo)輪運(yùn)行情況,轉(zhuǎn)動(dòng)應(yīng)靈活,不得有長(zhǎng)軌,脫軌等現(xiàn)象。
4 下導(dǎo)輪經(jīng)過升降試驗(yàn)后再與底環(huán)焊死。
5 氣柜所有金屬構(gòu)件在焊接完畢并經(jīng)過檢查后均需進(jìn)行防腐,涂料的
選用根椐不同介質(zhì)由選用單位確定,或參照本系列設(shè)計(jì)的選用說明中有關(guān)建議確定。
6 管口,人孔及扶梯的位置,根據(jù)俯視圖的管口方位
確定。水槽和鐘罩壁上的人孔應(yīng)在同一方位上,安全罩帽(d)應(yīng)正處
在出氣管的上方,接地板應(yīng)與所有管口錯(cuò)開,確定管口方位時(shí),
應(yīng)遵守圖示的原則,以免各件相碰。
7 鐘罩采用三層環(huán)氧樹脂兩層玻璃布防腐,其它部分除銹
處理后,涂防銹漆三遍。
技術(shù)要求
1.焊縫采用電焊,焊條型號(hào)J422。焊縫結(jié)構(gòu)形式除圖畫上已注明者外,可參照(煉化建601-14)
《碳素鋼低合金耐熱鋼焊接施工和驗(yàn)收技術(shù)規(guī)程(試行)》中之表二所推薦的形式和尺寸進(jìn)行。
所用焊縫腰高等于較薄件的厚度,未注明間斷漢者均為連續(xù)焊。
2.水槽底板可采用先組裝成大板塊,然后將大板塊組裝起來,焊縫結(jié)構(gòu)形式見圖中節(jié)點(diǎn)圖。對(duì)于
大板塊的對(duì)接焊縫,可用煤油滲透試驗(yàn),檢查其嚴(yán)密性,對(duì)于大塊板面的帶墊板的對(duì)接焊縫可采
用抽真空的辦法來檢查其嚴(yán)密性。
3.水槽底板應(yīng)成圓錐形向中心突起,突起高度見基礎(chǔ)圖。
4.件號(hào)1-6找平后于底板焊死。
5.平臺(tái)兼作抗風(fēng)環(huán)污之用,故花紋鋼板之間應(yīng)采用對(duì)焊連接。
6.壁板,帶板的排板,根據(jù)現(xiàn)場(chǎng)來料情況決定,由施工單位出排板圖。
7.內(nèi)導(dǎo)軌垂直度偏差,徑向和切向均不得超過5mm。
8.其余均按(煉化建402-74)中有關(guān)章節(jié)進(jìn)行。
注:1.各管口代號(hào)及方位見總裝配圖,螺旋爬梯方位見總裝配圖。
2.圖中未注明材料,見總裝配圖中技術(shù)要求2。
技術(shù)要求
1.焊接采用電焊,焊條型號(hào)為J422.
2.角焊縫腰高等于較薄件厚度。
3.法蘭與孔底厚板之間的焊縫采用開坡口的單面焊。
4.M10螺孔缺壁補(bǔ)強(qiáng)板上記號(hào)孔,當(dāng)焊接結(jié)束后,作貼合嚴(yán)密性試驗(yàn)用。
5.壁上補(bǔ)強(qiáng)板上部邊緣與最鄰近的一條缺壁縱焊縫距離應(yīng)大于300mm。
注:未注明材料者見總裝配圖中技術(shù)要求2。
技術(shù)要求
1 焊接采用電焊,焊條牌號(hào)為結(jié)422,所有角焊縫腰高為較薄厚度,并為連續(xù)焊。
2 序號(hào)1-10-12,1-10-15連接板應(yīng)先與水池壁焊接,然后再與三角支撐焊接,以保持支撐架上部的水平。
3 序號(hào)1-10-7角鋼與水池上部平臺(tái)邊緣之角鋼圈相碰處,可將角鋼圈斷開,然后再與序號(hào)1-10-7焊接。
4 螺旋形爬梯的內(nèi)側(cè)板升角45°。
技術(shù)要求
1.小塊板之間的對(duì)接縫(節(jié)點(diǎn)圖A-A),經(jīng)煤油滲透法檢查嚴(yán)密性,合格后,才拼焊成整塊底板。大塊板之間帶墊板的對(duì)接焊(節(jié)點(diǎn)圖B-B),采用抽真空的辦法檢查嚴(yán)密性。
2.管口方位確定后,在底板上挖去齊平清掃孔部位的一塊,再補(bǔ)焊一塊厚的上去,具體尺寸見ZG200-3。
3.底板由鋼板拼焊而成,本圖供參考。
注:材料見總裝配圖中技術(shù)要求。
技術(shù)要求
1,所有對(duì)接焊縫需經(jīng)過煤油滲透試驗(yàn)檢查其嚴(yán)密性。
2,本壁板設(shè)計(jì)未畫管口開孔,
3,本圖尺寸1500×6000的鋼板排除成,如建柜
單位無此規(guī)格鋼板,可另行排板, 本圖僅供參考。
注:材料見總裝配圖中技術(shù)要求2
技術(shù)要求
1,焊接采用電焊條牌號(hào)為結(jié)422,角焊縫腰高為兩件中較薄件厚度
2,焊接結(jié)構(gòu)除圖中注明外,其余按《煉化建601-74》碳素鋼,低合金鋼和耐熱鋼
焊接施工及驗(yàn)收技術(shù)規(guī)程(試行)之表二所推薦的形式和尺寸進(jìn)行.
3,導(dǎo)軌,立柱一墊板的焊接均采用兩面鏈狀間斷焊,導(dǎo)軌,立柱與上下帶板采用雙面
連續(xù)焊,立柱與壁板不焊接.
4,導(dǎo)軌允許拼接,接頭采用電焊,焊縫不允許有裂紋,弧坑,咬邊等缺陷.
5,壁板根據(jù)材料情況下料排板,預(yù)先拼制成大塊板,焊接縫采用對(duì)接,經(jīng)煤
油試漏,合格后再結(jié)裝到壁上.
6,頂板每張瓜板的拼接采用對(duì)接,各瓜板之間采用搭接,頂板焊完后用弦長(zhǎng)1.5米
的弧形樣板測(cè)量其局部凹凸度,徑向不得大于10mm,緯面不得大于15mm
7,外導(dǎo)軌垂直度其徑向偏差不大于6mm,切向偏差不大于6mm
8,頂邊板焊縫應(yīng)與頂板錯(cuò)開.
9,人孔及扶梯方位見總裝技術(shù)要求.
10,圖中未注明材料者,見總裝圖技術(shù)要求2
...
氣柜套圖cad圖紙 有效面積100m3_下載(dwg格式) 機(jī)械圖紙
主站蜘蛛池模板:
久久久久久人妻无码|
无码任你躁久久久久久久|
亚洲成a人无码av波多野按摩|
亚洲国产精品无码久久久秋霞1|
无码av最新无码av专区|
蜜臀亚洲AV无码精品国产午夜.|
国产亚洲人成无码网在线观看|
亚洲精品无码中文久久字幕|
粉嫩高中生无码视频在线观看|
久久精品aⅴ无码中文字字幕不卡|
国产精品亚洲а∨无码播放麻豆|
亚洲AV综合色区无码一区爱AV|
亚洲AV无码精品国产成人|
一区二区三区无码高清视频|
人妻少妇精品无码专区二区|
中文字幕无码免费久久9一区9|
久久久久无码精品国产h动漫|
久久精品aⅴ无码中文字字幕不卡
久久精品aⅴ无码中文字字幕重口
|
亚洲av无码成人黄网站在线观看|
亚洲av无码一区二区三区四区
|
成人无码区免费A∨直播|
亚洲AV无码XXX麻豆艾秋|
777爽死你无码免费看一二区
|
无码国产精成人午夜视频不卡
|
亚洲va无码专区国产乱码|
超清无码一区二区三区|
伊人久久大香线蕉无码麻豆|
内射精品无码中文字幕|
高清无码午夜福利在线观看
|
中国无码人妻丰满熟妇啪啪软件|
用舌头去添高潮无码视频|
亚洲AV无码资源在线观看
|
午夜寂寞视频无码专区|
亚洲Av永久无码精品黑人|
无码人妻啪啪一区二区|
免费无码AV片在线观看软件|
亚洲av永久中文无码精品|
人妻精品久久无码区|
性色AV一区二区三区无码|
永久免费无码网站在线观看|
国产精品无码久久av|
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號(hào)
豫公網(wǎng)安備 41072402000322號(hào)


