<strike id="ieu42"></strike>
<li id="ieu42"></li>
<table id="ieu42"></table>
<rt id="ieu42"></rt>
╩ūĒō
ÖCąĄłD╝ł
│╔╠ūłD╝ł
╝╝ąg╬─Ön
╬ęę¬╔Žé„
╦č╦„
Ė▀╝ē╦č╦„
┘Y┴Ž┐éöĄŻ║27556 Į±╚šĖ³ą┬Ż║0
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
ÖCąĄłD╝ł
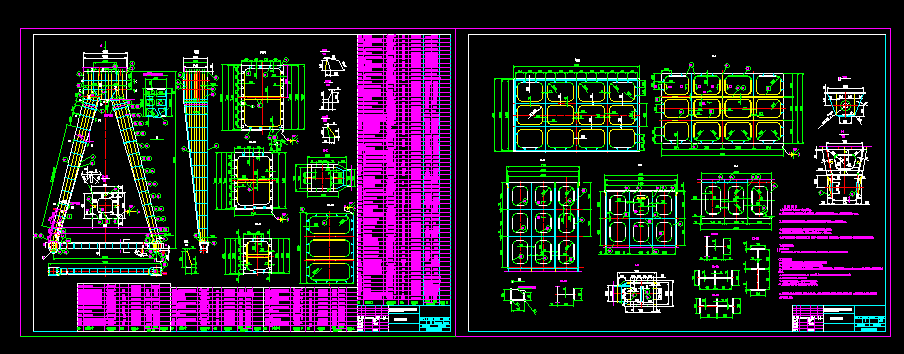
100t-63m²łķTĄ§äéąįų¦═╚ÖCąĄłD╝ł
╬─╝■┤¾ąĪ
Ż║ 516.88 KB
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2014-09-22
░l ▓╝ ╚╦
Ż║ 2955362171
╬─╝■Ž┬▌dŻ║
╔Žé„Ą─╬─╝■▒╗Ž┬▌d┐╔½@Ą├ĘeĘųŻĪ
ĘeĘų┐╔Ž┬▌d┘Y┴Ž╗“š▀╠ß╚Ī╚╦├±Ä┼ŻĪ
Ctrl + d ┐╔īó▒ŠĒō├µ╝ė╚ļ╩š▓žŖA
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20
ĘeĘų
╝╝ągę¬Ū¾
1Īó║ĖĮė▓╔ė├507Ż©E5015Ż®Ą═ÜõŌc╠╝õō║ĖŚlĪŻ
2.Īóõō░ÕŻ©░³└©Ų┤║Ė│╔Ą─õō░ÕŻ®║ĖĮėŪ░Š∙ĒÜąŻŲĮš¹ą╬Ż¼ŲõŲĮų▒Č╚ę¬Ū¾├┐├ū▓╗Ą├┤¾ė┌
3Īó║ĖĮė╣żū„æ¬į┌Ų┤čbÖz“×║ŽĖ±║¾▀MąąĪŻ
4Īó║ĖĮėŪ░æ¬Öz▓ķ║═ą▐š²Č©╬╗║Ė³cŻ¼ŪÕ│²║Ė┐p╬╗ų├ĖĮĮ³Ą─ĶFõPĪóė═╬█ĪóĘe╦«Ą╚ĪŻ
5Īó╦∙ėą═Ō░Õ║Ė┐p▓╔ė├╚½║Ė═ĖĘ©║ĖĮėŻ¼Š▀¾wŲ┬┐┌ą╬╩Į×ķå╬├µ
6Īó«ö▀MąąČÓīė║ĖĮėĢrŻ¼į┌║ĖĮė├┐īė║Ė┐pų«Ū░Ż¼æ¬ī”├┐ę╗īė║Ė┐p▀MąąÖz▓ķŻ¼╚ń░l¼FėąŖAį³ĪóÜŌ┐ū║═┴č╝yĄ╚╚▒Ž▌Ż¼æ¬ī”╚▒Ž▌▓┐Ęų│²ā¶į┘▀Mąą╩®║ĖĪŻ
7Īó║Ė┐p┘|┴┐╝░Öz“ׯ║
Ż©1Ż®║Ė┐p┘|┴┐
ī”Įė║Ė┐p┘|┴┐æ¬Ę¹║ŽJB/ZQ4000.3ųąĄ─BS╝ēĄ─ęÄČ©Ż¼ĮŪ║Ė┐p┘|┴┐æ¬Ę¹║ŽJB4000.3ųąĄ─BK╝ēĄ─ęÄČ©ĪŻ
Ż©2Ż®║Ė┐p┘|┴┐Ą─Öz▓ķ
aĪóī”Įė║Ė┐pąĶ▀Mąą100%│¼┬Ģ▓©Öz▓ķŻ¼į┘╝ė║Ė┐p┐éķLĄ─5%▀MąąX╔õŠĆ╠Įé¹ĪŻ
bĪóųžę¬Ą─ĮŪ║Ė┐pŻ©╚ńõō╠ū╦─ų▄Ą─ĮŪ║Ė┐pĄ╚Ż®ąĶ▀Mąą100%│¼┬Ģ▓©Öz▓ķĪŻ
cĪóųžę¬Ą─ĮŪ║Ė┐pŻ¼æ¬▀Mąąūą╝Ü═Ōė^Öz▓ķŻ¼▓ó│ķ▓ķķLČ╚Ą─5-10%ū„ų°╔½╠Įé¹╗“┤┼Ę█╠Įé¹ĪŻ╚▒Ž▌Ą╚╝ē▓╗┤¾ė┌ZB04005╗“ZBJ04006ęÄČ©Ą─I╝ēę¬Ū¾Ż¼┤┼Ę█╠Įé¹ė├ĮŪŽÓ╔░▌å┤“─źĪŻ
dĪó║Ė┐p│¼┬Ģ▓©╠Įé¹Ą─ś╦£╩▓╔ė├GB11345-89 BIII╝ē║ŽĖ±Ż¼║Ė┐pĄ─X╔õŠĆ╠Įé¹ś╦£╩▓╔ė├GB3323-87 II╝ē║ŽĖ±ĪŻ
eĪó▀B└mča║Ė3┤╬ęį╔ŽĄ─║Ė┐pŻ¼▒žĒÜųžą┬ōQ░ÕĪŻ
fĪóī”╩«ūųą╬║═Tūųą╬ī”Įė║Ė┐pŻ¼ę╗░Ń│ķ╚Ī50%▀Mąą┼─Ų¼Öz▓ķĪŻ
Ż©3Ż®╦∙ėąųžę¬║Ė┐pĄ─║ĖĮė╣żū„Ż¼▒žĒÜė╔┐╝įć║ŽĖ±Ą─║Ė╣żæ{ūC╔ŽŹÅĪŻ
8Īó║Ė┐p│²ĮŪõō═Ō╚½▓┐▓╔ė├▀B└m║ĖŻ¼║Ė┐pĖ▀Č╚╬┤ūó├„š▀Ż¼ī”ė┌å╬├µĮŪ║Ė┐pŲõĖ▀Č╚▓╗Ą├ąĪė┌▒╗║ĖĮė╝■Ą─ūŅąĪ░Õ║±Ż¼ļp├µĮŪ║Ė┐pŲõĖ▀Č╚▓╗Ą├ąĪė┌▒╗║ĖĮėųąūŅąĪ░Õ║±Ą─0.7▒Č ...
╬─Ön┴¶čį
╣▓ėą
Ślįušō
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
Ž┬▌d┼┼ąą
1
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
2
30B╚f─▄Ę█╦ķÖC(Ħ│²ēm)ĮYśŗłDcadłD
3
3╝ēę║ē║Ėūčb┼õłD╚½╠ūłD╝ł
4
╗Ņąį╠┐╬³ĖĮŽõ
5
╦╔╩¾å╬╣▄½C╚½╠ūłD╝ł.dwg
6
600tĪód╩»╗ęĖG╣ż╦ćłDA.zip
7
12#╦╔╩¾å╬╣▄CADłD-1.dwg
8
35-50▒╝ę░═Ž└ŁÖCš²╩Į«aŲĘłD
9
4-72’LÖCŽĄ┴ąłD╝ł║═ģóöĄ
10
QTZ63╦■Ą§╗∙ĄAįOėŗ╩®╣żłDcadįOėŗłD
Ė³ČÓ..
ūŅą┬╬─Ön
1
Ė▀╝ė╚²═©ķyCADłD╝ł
2
╣Ū╝▄ūó╦▄─ŻCADłD╝ł
3
╣Ū╝▄ČÓīėūó╦▄─ŻCADłD╝ł
4
╣Ū╝▄ą═┬▌╝y╣▄ūó╦▄─ŻCADłD╝ł
5
╣Ū╝▄ą═┬▌╝y╣▄ūó╦▄─Ż(2)CADłD╝ł
6
╣Ū╝▄é„▀f─ŻCADłD╝ł
7
’Lč┼9┤·Ū░▓µCADłD╝ł
8
’L┴┐š{╣ØķyCADłD╝ł
9
’LŽõĄ·ķyCADłD╝ł
10
’LÖC▌S│ąŽõłDCADłD╝ł
¤ßķT╬─Ön
1
╗Ņąį╠┐╬³ĖĮŽõ
2
12#╦╔╩¾å╬╣▄CADłD-1.dwg
3
╦╔╩¾å╬╣▄½C╚½╠ūłD╝ł.dwg
4
╦╔╩¾å╬╣▄╚½╠ūłD╝ł
5
╗ņ║ŽÖC╚½╠ūłD╝ł
6
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
7
ņF┼┌╩®╣żłD
8
ŠWĦ▌ö╦═ÖCš¹╠ūłD╝łūį╝║š¹└Ē
9
Ų¼ä®╔·«a▄ćķgŲĮ├µłDCADłD╝łcadłD╝ł
10
šµ┐š░³čbÖCąĄ╚½╠ūłD╝ł
100t-63m²łķTĄ§äéąįų¦═╚ÖCąĄłD╝ł_Ž┬▌d(dwgĖ±╩Į) ÖCąĄłD╝ł
ĻPė┌╬ęéā
|
ŠWšŠī¦║Į
|
│ŻęŖå¢Ņ}&Ä═ų·
|
├Ōž¤┬Ģ├„
|
═ČįV&Į©ūh
|
┬ōŽĄ╬ęéā
|
SiteMap
|
CopyRight 2014-2023 Š┼É█łD╝ł |
įźICPéõ2022026883╠¢-1
įź╣½ŠW░▓éõ 41072402000322╠¢
ų„šŠų®ųļ│ž─Ż░ÕŻ║
čŪų▐av╬▐┬ļ▓╗┐©Š├Š├
|
╬▐┬ļ╚╦Ų▐Š½ŲĘųą╬─ūų─╗
|
╣·▓·Š½ŲĘ╬▐┬ļŪ╠═╬į┌Ž▀╣█┐┤
|
╬▐┬ļ├½Ų¼ę╗Ū°Č■Ū°╚²Ū°╩ėŲĄ├ŌĘč▓źĘ┼
|
╚š║½Š½ŲĘšµ╚╦║╔╣┘╬▐┬ļ
|
čŪų▐AV╬▐┬ļę╗Ū°Č■Ū°ę╗Č■Ū°
|
╣·▓·av╬▐┬ļū©Ū°čŪų▐╣·▓·Š½ŲĘ
|
Š├Š├AVĖ▀│▒AV╬▐┬ļAV
|
Š├Š├ū█║Žę╗Ū°Č■Ū°╬▐┬ļ
|
Ė▀│▒│▒┼ń─╠╦«Ę╔Į”╩ėŲĄ╬▐┬ļ
|
Š½ŲĘ╬▐┬ļę╗Ū°Č■Ū°╚²Ū°░«ė¹
|
Č½Š®╚╚╝ė└š▒╚╬▐┬ļ╔┘ĖŠ
|
čŪų▐│╔aĪ┼╚╦Ų¼į┌╬▐┬ļ2023
|
╣·▓·│╔╚╦A╚╦čŪų▐Š½ŲĘ╬▐┬ļ
|
Š½ŲĘ╬▐┬ļ│╔╚╦Š├Š├Š├Š├Š├
|
╣·▓·│╔╚╦╬▐┬ļAVę╗Ū°Č■Ū°
|
├ŌĘčA╝Č├½Ų¼╬▐┬ļAĪ┼├ŌĘč
|
čŪų▐╬ńę╣╣·▓·Š½ŲĘ╬▐┬ļ
|
╣·▓·│╔╚╦╬▐┬ļAVę╗Ū°Č■Ū°į┌Ž▀╣█┐┤
|
91─█▓▌╣·▓·į┌Ž▀╬▐┬ļ╣█┐┤
|
│╔╚╦╬▐┬ļAVę╗Ū°Č■Ū°
|
čŪų▐ū█║ŽūŅą┬╬▐┬ļū©Ū°
|
Š├Š├Š├Š├Š├99av╬▐┬ļ├ŌĘč═°šŠ
|
╚š║½├ŌĘč╚╦Ų▐AV╬▐┬ļū©Ū°├█╠ę
|
ųą╬─ūų─╗Ęß┬·┬ęµ▌┬ū╬▐┬ļū©Ū°
|
Š├Š├Š½ŲĘ╬▐┬ļę╗Ū°Č■Ū°╚²Ū°├ŌĘč
|
čŪų▐AV╬▐┬ļū©Ū°čŪų▐AVę┴Ąķį░
|
╚╦Ų▐╬▐┬ļŠ├Š├Š½ŲĘ
|
║▌║▌░«╬▐┬ļę╗Ū°Č■Ū°╚²Ū°
|
Š├Š├╬▐┬ļavčŪų▐Š½ŲĘ╔½╬ńę╣
|
į┌Ž▀╣█┐┤╬▐┬ļAV═°šŠė└Š├├ŌĘč
|
Š├Š├čŪų▐AV│╔╚╦╬▐┬ļ╚Ē╝■
|
╔½░«╬▐┬ļAVū█║ŽŪ°
|
AV┤¾Ų¼į┌Ž▀╬▐┬ļė└Š├├ŌĘč
|
╚╦Ū▌╬▐┬ļ╩ėŲĄį┌Ž▀╣█┐┤
|
čŪų▐AV╬▐┬ļ┬ę┬ļ┬ķČ╣Š½ŲĘ╣·▓·
|
┬ķČ╣╣·▓·Š½ŲĘ╬▐┬ļ╩ėŲĄ
|
╬▐┬ļĖŻ└¹ę╗Ū°Č■Ū°╚²Ū°
|
Š├Š├čŪų▐ųą╬─ūų─╗╬▐┬ļ
|
├ŌĘč╬▐┬ļū©Ū°├½Ų¼Ė▀│▒┼ń╦«
|
HEYZO╬▐┬ļū█║Ž╣·▓·Š½ŲĘ
|
<rt id="eyawc"></rt>
<tfoot id="eyawc"></tfoot>
<abbr id="eyawc"></abbr>
<li id="eyawc"><tbody id="eyawc"></tbody></li>
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


